*SPGT
Сменная твердосплавная пластина по металлу для сверл. Квадратная.Количество режущих кромок - 4. Задний угол - 11°.

330
345R
357R
360R
419R
490R
Сменная твердосплавная пластина по металлу для сверл. Квадратная.Количество режущих кромок - 4. Задний угол - 11°.
| Название | Описание | Изображение |
|---|---|---|
| 7015 | Сплав на основе кубического нитрида бора. Для непрерывного и лёгкого прерывистого резания стали высокой твёрдости с высокой скоростью. Обрабатываемый материал по ISO: H10 (H05 - H15). | |
| 7025 | Сплав на основе кубического нитрида бора для закалённых чёрных металлов. Подходит для прерывистого резания цементированной и подшипниковой стали со средней скоростью. Обрабатываемый материал по ISO: H15 (H10-H20). | |
| 7105 | Для непрерывного резания, небольшой глубины резания и небольшой толщины стружки при высокой скорости резания. Обрабатываемый материал по ISO: H05 (H01-H10). | |
| 7115 | Для непрерывного и легкого прерывистого резания или со стружкой большой толщины при средней и высокой скорости резания. Обрабатываемый материал по ISO: H15 (H10-H20). | |
| 7125 | Среднее содержание кубического нитрида бора и новое PVD-покрытие с хорошей стойкостью к выкрашиванию и увеличенным ресурсом инструмента. Обрабатываемый материал по ISO: H25. | |
| 7135 | Высокое содержание кубического нитрида бора обеспечивает высочайшую стойкость к выкрашиванию и прогнозируемость обработки при тяжёлом прерывистом резании. Обрабатываемый материал по ISO: H35. | |
| 7525 | Сплав на основе кубического нитрида бора. Высокая прочность кромки делает его хорошим дополнительным сплавом для прерывистого резания стали высокой твёрдости. CB7525 (BN) - H25 (H20-H30), K05 (K01-K10) | |
| 7925 | Сплав на основе кубического нитрида бора. Подходит для обработки как серого, так и отбеленного чугуна при непрерывном и прерывистом резании. Обрабатываемый материал по ISO: K05 (K01-K10). | |
| 6050 | Смешанная керамика на основе оксида алюминия. Для лёгкой непрерывной чистовой обработки. Обрабатываемый материал по ISO: H05 (H01-H10). | |
| 6060 | Керамика на основе SiAlON для обработки предварительно обработанных материалов в стабильных условиях. Обрабатываемый материал по ISO: S10 (S05-S20). | |
| 6065 | Керамика на основе SiAlON. Хорошо подходит для первого этапа обработки при полупрерывистых операциях, а также обработки поковочной корки и других операций, где требуется прочность. Обрабатываемый материал по ISO: S15 (S10-S20). | |
| 6160 | Керамика на основе SiAlON. Идеально подходит для обработки карманов и профильного точения труднообрабатываемых жаропрочных сплавов. Обеспечивает надёжную и стабильную обработку, высокую скорость съёма металла. Подходит для выполнения множества операций от черновой до получистовой обработки. Обрабатываемый материал по ISO: S10 (S05-S20). | |
| 6190 | Керамика на основе нитрида кремния. Для высокоскоростной черновой, получистовой и чистовой обработки чугуна в хороших условиях. Способен работать в условиях лёгкого прерывистого резания. Обрабатываемый материал по ISO: K10 (K05 – K15). | |
| 650 | Смешанная керамика на основе оксида алюминия. Рекомендуется для высокоскоростной финишной обработки серого чугуна и отбеленного чугуна в хороших условиях. Обрабатываемый материал по ISO: K01 (K01-K05). | |
| 670 | Армированная нитевидными кристаллами керамика на основе SiAlON. Следует использовать главным образом при неблагоприятных условиях. Обрабатываемый материал по ISO: S15 (S05-S25). | |
| CD05 | Поликристаллический искусственный алмаз для чистовой и получистовой обработки очень абразивных цветных металлов и неметаллических материалов, матричных композитов (ММС), стеклопластика, волокнистых плит и древесно-слоистого пластика. Обрабатываемый материал по ISO: N01 (N01-N10). | |
| CD10 | Поликристаллический искусственный алмаз для чистовой и получистовой обработки очень абразивных цветных металлов и неметаллических материалов. Обрабатываемый материал по ISO: N05 (N01-N10). | |
| 5015 | Кермет без покрытия для чистовой обработки с высокими требованиями к качеству поверхности. fn x ap < 0,35 мм2. Обрабатываемый материал по ISO: P10 (P01-P20). | |
| 1130 | Для чистового и получистового фрезерования стали Сандвик рекомендует выбирать сплав 1130 с непревзойденной надежностью кромки. Этот сплав предназначен для различных условий обработки и обеспечивает превосходную работоспособность при фрезеровании разнообразных поверхностей детали. 1130 обеспечивает высокую стойкость режущих пластин для прогнозируемого и надежного фрезерования. | |
| 1105 | Твёрдый сплав с покрытием PVD. Подходит для чистовой и получистовой обработки. Обрабатываемый материал по ISO: S15 (S05-S20). | |
| 1115 | Твёрдый сплав с покрытием PVD. Рекомендуется для резания при низкой подаче или средней скорости резания. Обрабатываемый материал по ISO: M15 (M05-M25). | |
| 1125 | Сплав с покрытием PVD для операций, где требуется высокая прочность. Обрабатываемый материал по ISO: M25 (M10-M30). | |
| 1525 | Кермет с покрытием PVD для чистовой и получистовой обработки низкоуглеродистой и низколегированной стали. Для использования там, где требуется хорошее качество поверхности при средней и высокой скорости резания. fn x ap < 0,35 мм2. Обрабатываемый материал по ISO: P15 (P05-P25). | |
| 2015 | Твёрдый сплав с покрытием CVD для чистовой и получистовой обработки. Хороший выбор для непрерывного резания на средних и высоких скоростях. Обрабатываемый материал по ISO: M15 (M05-M25). | |
| 2025 | Твёрдый сплав с покрытием CVD для черновой и получистовой обработки. Этот сплав хорошо работает при прерывистом резании. Обрабатываемый материал по ISO: M25 (M15-M35). | |
| 2035 | Твёрдый сплав с покрытием PVD. Для получистовой и черновой обработки на низких и средних скоростях резания. Обрабатываемый материал по ISO: M35 (M25-M40). | |
| 2220 | Сплав, оптимизированный для обработки нержавеющей стали. Для наружного и внутреннего, чернового и получистового точения, как с применением, так и без применения СОЖ. Для непрерывного и лёгкого прерывистого резания в стабильных условиях на высоких и средних скоростях. Обрабатываемый материал по ISO: M20 (M15-M30). | |
| 3210 | Твёрдый сплав с покрытием CVD. Для обработки всех видов чугуна в хороших и средних условиях. Подходит для непрерывного и прерывистого резания. Обрабатываемый материал по ISO: K10 (K01-K20). | |
| 3225 | Твёрдый сплав с покрытием CVD. Для обработки всех видов чугуна в средних и тяжёлых условиях. Подходит для прерывистого резания с лёгкими и тяжёлыми ударами. Обрабатываемый материал по ISO: K25 (K15-K35). | |
| 4305 | Сплав с покрытием CVD, рекомендуется для черновой и получистовой обработки стали в стабильных условиях с высокой скоростью съёма металла. Выдерживает высокие температуры. Обрабатываемый материал по ISO: P05 (P01-P15). | |
| 4315 | Твёрдый сплав с покрытием CVD для чистовой и черновой непрерывной или лёгкой прерывистой обработки стали и стального литья. Обрабатываемый материал по ISO: P15 (P01-P30). | |
| 4325 | Твёрдый сплав с покрытием CVD для чистовой и черновой обработки стали и стального литья. Этот сплав работает как с непрерывным, так и с прерывистым резанием при высокой скорости съёма металла. Сплав с широким диапазоном применения. Обрабатываемый материал по ISO: P25 (P10-P40). | |
| H10 | Твёрдый сплав без покрытия. Для чернового, получистового и чистового точения алюминиевых сплавов. Обрабатываемый материал по ISO: N15 (N01-N25). | |
| H13A | Сплав без покрытия для обрабатываемого материала: K20 (K10-K25) обеспечивающий острую режущую кромку, для чернового и чистового фрезерования с низкими скоростями резания в стабильных и средних условиях, с применением СОЖ и без применения СОЖ. N15 (N10-N25) обеспечивающий острые режущие кромки и предназначенный для черновой и получистовой обработки в стабильных и средних условиях. Превосходное качество обрабатываемой поверхности как с применением СОЖ, так и без применения СОЖ. S20 (S15-S25) для использования в качестве дополнительного варианта к сплаву H10F в достаточно стабильных условиях. Может использоваться как с применением СОЖ, так и без применения СОЖ. | |
| S05F | Твёрдый сплав с покрытием CVD. Для высокоскоростной чистовой обработки или длительного резания на более низких скоростях. Для областей применения, где риск образования проточин не является преобладающим фактором. Обрабатываемый материал по ISO: S05 (S05-S15). | |
| 1030 | (НС) - РЗ0 (Р15 - Р40) - Твердый сплав с РVD покрытием. Сплав является первым выбором при обработке в нестабильных условиях, например, при обработке глубоких уступов, при риске пакетирования стружки, при точении фрезерованием, при работе длиннокромочными фрезами и фрезами с большим вылетом. Является альтернативным выбором при повышенных усилиях резания. В сочетании с острой шлифованной режущей кромкой хорошо работает по вязким материалам, таким как низкоуглеродистые стали. (НС) - М15 (М10 - М20) - Сплав с РVD покрытием, который рекомендуется для обработки в стабильных условиях с высокой скоростью резания. Хорошая альтернатива для обработки мартенситных нержавеющих сталей. (НС) - N15 (N10 - N25) - Сплав с покрытием РVD для чернового фрезерования алюминиевых сплавов. Рекомендуется для пластин со шлифованными режущими кромками. (НС) - S15 (S10 - S20) - Твердый сплав с покрытием РVD для фрезерования жаропрочных сплавов на средних скоростях. Хорошая сопротивляемость к образованию нароста и пластической деформации. (НС) - Н10 (Н10 - Н20). Сплав с покрытием РVD для фрезерования закаленных деталей с небольшими подачами и умеренными скоростями резания. | |
| 1025 | (НС) - Р30 (Р15 - Р30) - Сплав с покрытием РVD для чистового фрезерования стали. Пластины со шлифованными фасками из этого сплава являются первым выбором для фрезерования вязких низкоуглеродистых сталей. (НС) - М15 (М10 - М20) - Сплав с РVD покрытием. Рекомендуется для работы в стабильных условиях с высокой скоростью резания. (НС) - N15 (N10 - N5) - Сплав с покрытием РVD для чернового фрезерования алюминиевых сплавов. Рекомендуется для пластин со шлифованными кромками. (НС) - S15 (S10 - S20) - Сплав с РVD покрытием для фрезерования титана с умеренной скоростью резания. Хорошая стойкость к образованию нароста и пластической деформации. (НС) - Н15 (Н10 - Н20) - Сплав с покрытием РУО для фрезерования закаленных деталей на низких и средних скоростях резания. | |
| 4240 | (НС) - Р40 (РЗ5 - Р50) - Сплав с покрытием для фрезерования стали при повышенных требованиях к прочности. Применение сплава для концевых фрез и фрез для обработки уступов возможно в стабильных условиях, для обработки плоскостей и при небольшой высоте уступа. Для других типов фрез сплав GС4240 - первый выбор, обладающий оптимальной прочностью. Отлично подходит для мелкосерийного производства при обработке широкого диапазона материалов. Работает как с применением СОЖ, так и без. (НС) - М40 (МЗ0 - М40) - Очень прочный сплав с покрытием MT-CVD. Рекомендуется для мелкосерийного производства деталей из различных материалов. (НС) - К40 (КЗ0 - К40) - Сплав с покрытием для получернового и чернового фрезерования на низких скоростях резания при повышенных требованиях к прочности режущей кромки. | |
| 1010 | (НС) - Н10 (Н05 - Н15) - Сплав с РVD покрытием для фрезерования закаленной стали твердостью З6НRС и выше. Отвечает большому числу требований в диапазоне от черновых до чистовых операций. Сплав обладает чрезвычайной стойкостью к пластической деформации, термическому удару и хорошей износостойкостью. (НС) - S10 (S05 - S10) - Твердый сплав с покрытием РVD для фрезерования титановых сплавов в хороших условиях. Оптимальный сплав с высокой износостойкостью при обработке на повышенных скоростях резания. Восприимчив к нестабильности резания и вибрациям. (НС) - К05 (К01 - К10) - Сплав с РVD покрытием для чистового фрезерования серого чугуна и чугуна с шаровидным графитом. Сплав обеспечивает хорошее качество поверхности на протяжении длительного периода стойкости. (НС) - М10 (М05 - М10) - Сплав с РVD покрытием для легкой чистовой обработки с высокой скоростью резания в стабильных условиях. (НС) - Р10 (Р05 - Р15) - Сплав с РVD покрытием для фрезерования подкаленной и штамповой стали твердостью З6НRС и выше. | |
| 4340 | Прочный сплав с покрытием CVD средней толщины для обрабатывания материалов: P40 (P35 - P50) - подходящий для чернового и получистового фрезерования с высокими требованиями к прочности, с применением СОЖ или без применения СОЖ. M40 (M30 - M40) - предназначенный для чернового и получистового фрезерования мартенситных нержавеющих сталей с высокими требованиями к прочности, без применения СОЖ. K40 (K30 - K40) - предназначенный для использования в качестве более прочного дополнения к сплаву 3040 в условиях недостаточной стабильности, с применением СОЖ и без применения СОЖ. | |
| 2040 | (НС) - Р45 (РЗ0 - Р50) - Сплав с покрытием для фрезерования сталей, когда необходимо сочетание остроты и прочности режущих кромок при работе на низких скоростях резания. Рекомендуется для обработки мелких партий деталей из различных материалов. (НС) - М40 (М25 - М40) - Твердый сплав с покрытием МТ-CVD. Первый выбор для обработки нержавеющих сталей торцевым фрезерованием. Используется в тяжелых условиях при скоростях резания в диапазоне от низких до высоких. (НС) - S30 (S25 - S40) - Сплав с покрытием МТ-CVD для фрезерования литейных жаропрочных сплавов и обработки титана в тяжелых условиях. При обработке титана сплав является предпочтительным в случае, когда высокие требования по прочности сочетаются с продолжительным временем контакта зуба фрезы с заготовкой (высокая температура в зоне резания), то есть при больших значениях Dc и/или ae. | |
| 235 | Сплав 235 (HC) M40 (M25-M40) - с покрытием CVD для черновой обработки нержавеющих сталей и отливок из нержавеющей стали с грубой коркой. Прочная основа сплава обеспечивает высокую надежность режущих кромок, что позволяет использовать сплав для обработки в условиях прерывистого резания на низких и умеренных скоростях резания. | |
| S30T | Среднетвердый сплав с тонким PVD-покрытием, который можно использовать в качестве дополнения к GC1040 при хорошей стабильности и для резки с высокой скоростью во влажных и сухих условиях. | |
| 1040 | Прочный сплав с PVD-покрытием и тонким покрытием для черновой и чистовой обработки в нестабильных и стабильных условиях. Сплав 1040 имеет широкую область применения и может быть легко использован в любом фрезерном станке. Этот сплав обеспечивает надёжную работу со сложными материалами и в тяжёлых условиях. | |
| 4330 | Сплав средней твердости для получистового и чернового торцевого фрезерования. | |
| 4220 | Сплав 4220 обеспечивает повышение производительности на 20-30% по сравнению со сплавом GC4020. Подходит для получистового и чернового фрезерования при повышенных температурах, вызываемых высокими скоростями резания или твердыми материалами. Сплав GC4220 обеспечивает надежность и предсказуемость обработки, необходимые для получения максимальной производительности и высокой скорости удаления материала. | |
| 1025 - отрезной, канавочный | Сплав с PVD покрытием предназначен для обработки следующих материалов: P25 (P15–P45) для отрезки, обработки канавок и точения. Хорошо работает по низкоуглеродистым сталям. M25 (M15-M35) отличное сочетание высокой износостойкости и надежности режущей кромки. Первый выбор для обработки канавок и точения, а также для отрезки, особенно труб. Подходит для работы на средних и низких скоростях. K30 (K15-K35) Универсальный сплав для операций, требующих повышенной прочности, таких как обработка с ударом. Скорости резания от низких до средних. N25 (N15-N20) для операций с повышенными прочностными требованиями. Рекомендуется для прерывистого резания. S25 (S15-S35) для операций с повышенными прочностными требованиями. Рекомендуется для прерывистого резания. Для работы на низких скоростях. | |
| P25T | Твердый сплав с износостойким покрытием значительной толщины, нанесенным методом CVD на прочную градиентную основу. Чистовая и черновая обработка стали и стального литья. Сплав отлично работает как в условиях прерывистого так и непрерывного резания. Обрабатываемый материал: P25 (P10-P40).
Твердый сплав с износостойким CVD покрытием, нанесенным на прочную градиентную основу. Хорошо подходит для обработки нержавеющих сталей. Одинаково хорошо работает как в условиях прерывистого, так и непрерывного резания. Широкая область применения. Обрабатываемый материал: M15 (M05-M25) | |
| S25T | Сплав, представляющий собой комбинацию твердой мелкозернистой основы с высокой стойкостью к пластической деформации и покрытия, нанесенного методом PVD. Сплав обладает высокой температурной стойкостью. Чистовая обработка нержавеющих сталей на высоких скоростях. Обрабатываемый материал: M15 (M05-M20).
Сплав с покрытием PVD. Мелкозернистая основа с высокой стойкостью к пластической деформации и покрытие с хорошей температурной износостойкостью. Наиболее подходит для жаропрочных сплавов на основе Ni, Fe или Co. Обрабатываемый материал: S25 (S10-S25). | |
| 4024 | Эффективный выбор для стабильных условий обработки. | |
| CM25 | Универсальный высокопроизводительный сплав для фрезерования сталей. Обрабатываемый материал: P10-P40. |
| Название | Описание | Изображение |
|---|---|---|
| WF | Первый выбор для чистового точения стали. Двукратное повышение подачи по сравнению с пластиной стандартной геометрией или двукратное снижение шероховатости без изменения подачи. Условная прочность кромки. Для чистового точения стали нержавеющей стали и чугуна с высокими значениями подач. |  |
| QF | Для суперфинишного точения всех видов сталей с обеспечением стабильного стружкообразования. Сверхострая режущая кромка стружколом для легкого чистового точения. | |
| PF | Для чистового точения с хорошим контролем над стружкообразованием для всех видов сталей. Острая режущая кромка низкие силы резания. |  |
| MF | Для чистового точения нержавеющих сталей с хорошим контролем над стружкообразованием. Высокая прочность режущей кромки. |  |
| WL | Для чистового точения низкоуглеродистых сталей Хороший контроль над стружкодроблением и высокие подачи. | |
| WM | Для чистового точения с большими подачами стали чугуна и нержавеющей стали. | |
| WR | От чернового до получистового точения стали и чугуна с очень высокой подачей. | |
| KF | Для чистового точения серого чугуна и чугуна с шаровидным графитом. | |
| LC | Для чистового точения низкоуглеродистых сталей с хорошим контролем над стружкообразованием. | |
| .NGP | Для чистового точения жаропрочных сплавов и нержавеющих сталей. | |
| R/L -K | Для чистового ненагруженного точения конструкционных и нержавеющих сталей. | |
| 23 | Для чистового и получистового точения жаропрочных сплавов сопровождающегося невысокими усилиями резания. Чистовая и получистовая обработка. |  |
| PM | Для получистового точения стали в широком режимном диапазоне. |  |
| KM | Для получистового точения серого чугуна и чугуна с шаровидным графитом. | |
| MM | Для получистового точения нержавеющих сталей с высокой степенью универсальности. |  |
| QM | Для получистового точения стали нержавеющей стали чугуна и жаропрочных сплавов. | |
| HM | Для получистового и чернового точения конструкционной и нержавеющей стали с высокой производительностью. | |
| .NMX -SM (Xcel) | Для получистового точения титановых и жаропрочных сплавов и нержавеющих сталей. | |
| PR | Одностороннее исполнение. Для чернового точения с возможностью съема больших объемов металла при обработке стали. | |
| PR | Двухсторонне исполнение. Стружколом для чернового точения с возможностью быстрого съема больших объемов материала при обработке конструкционных и нержавеющих сталей. | |
| MR | Для чернового точения нержавеющих сталей с высокой скоростью удаления материала. | |
| .NMG -KR | Для чернового точения серого чугуна и чугуна с шаровидным графитом. | |
| .NMA -KR | Для чернового точения серого чугуна и чугуна с шаровидным графитом. | |
| QR | Стружколом для чернового точения стали с высокой степенью универсальности. |  |
| HR | Одностороннее исполнение. Для тяжелого чернового точения стали. | |
| MR | Для чернового точения стали (альтернатива для неудовлетворительных условий обработки). | |
| SR | Для чернового точения стали (альтернатива для Для чернового точения титана и жаропрочных сплавов. | |
| RNMG | Для чернового и получистового точения конструкционных и нержавеющих сталей и чугуна. | |
| RCMX | Одностороннее исполнение - для чистового получистового и чернового точения крупногабаритных деталей из стали нержавеющей стали чугуна и жаропрочных сплавов. | |
| WK | Для чистовой обработки особенно для расточных операций а также для наружной обработки когда необходимо обеспечить низкие усилия резания. | |
| UF | Для чистового точения с надежным стружколоманием всех видов сталей включая нержавеющие и жаропрочные сплавы. | |
| R/L -F | Для чистового точения конструкционной и нержавеющей стали и жаропрочных сплавов с высокими требованиями по точности. | |
| AL | Для чистового точения алюминия и других цветных металлов. | |
| UM | Для получистового точения стали в том числе нержавеющей чугуна и жаропрочных сплавов. | |
| SM | Для чистового и получистового точения жаропрочных и титановых сплавов. | |
| .CMW | Для получистовой токарной обработки серого чугуна и чугуна с шаровидным графитом. | |
| RCMT | Для получистового точения конструкционных и нержавеющих сталей чугуна и жаропрочных сплавов. | |
| KR | Для черновой обработки серого чугуна и чугуна с шаровидным графитом. | |
| UR | Для чернового точения конструкционных и нержавеющих сталей. |  |
| F | Для чистового точения с удовлетворительным стружкодроблением конструкционных и нержавеющих сталей чугуна и жаропрочных сплавов. | |
| M | Для получистового точения с удовлетворительным стружкодроблением конструкционных и нержавеющих сталей чугуна и жаропрочных сплавов. | |
| PF | Для чистового внутреннего точения сталей с удовлетворительным стружкодроблением. | |
| MMC | Стружколом предназначен для получистовой обработки. Геометрия режущей пластины -MMC предназначен для повышения стойкости инструмента в сочетании с этими державками. |  |
| G16 | Геометрия -G16 – двусторонние пластины для получистового точения: универсальная геометрия, обработка различных материалов, низкие силы резания, стабильная работа, продолжительное резание. | |
| G19 | Геометрия -G19 – двусторонние пластины для получернового и чернового точения сталей: широкая область применения, стабильное стружкодробление, надежность обработки с прерывистым резанием и поверхностей с песчаными включениями . | |
| 00 | Стружколом 00 предназначен для получистовой обработки. |  |
| XH | Стружколом XH предназначен для черновой обработки |  |
Пластины для фрез – съемный металлорежущий инструмент с высокой точностью обработки. С его помощью формируются выступы, пазы, технологические проемы, канавки и прочие элементы. Продукция незаменима при выполнении сложных операций и взаимодействии с твердыми заготовками.
Твердосплавные пластины для фрез используются для чистовой, получистовой и черновой обработки. Изделия имеют буквенные обозначения, соответствующие определенным материалам: К – чугун, М – нержавейка, Р и S – конструкционная и жаропрочная сталь соответственно. Для работы с цветными металлами требуются пластины с буквой N, с особо твердыми материалами – с буквой Н.
Пластины для фрез по металлу имеют длину режущей кромки от 0,3 до 31 мм. Толщина инструмента варьируется от 0,1 – 0,159 до 62 – 62. Радиус скругления – от –F до 8.
При подборе изделий стоит обращать внимание на маркировку.
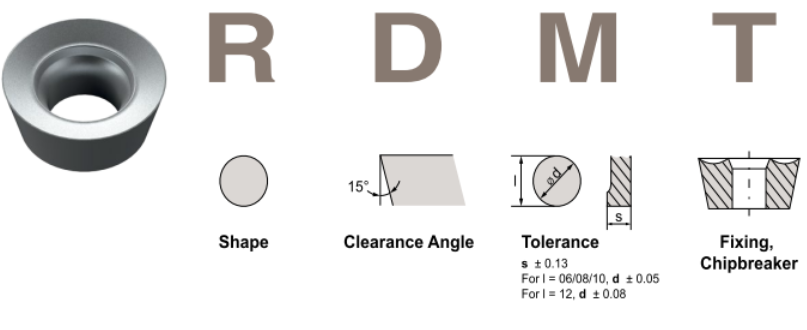
Представленные обозначения имеют следующую расшифровку:
В примере представлена маркировка для фрез с круглыми пластинами. При этом возможно использование фрез с пятигранными пластинами, инструмента в квадратном и ромбовидном исполнении.
