Токарная обработка
При помощи точения изготавливаются втулки, переходники, соединительные элементы, муфты, кольца, шкивы и прочие детали. На ступенях тел вращения (цилиндрических и конических) могут располагаться различные канавки, скругления, фаски и отверстия.
 Рис. 1 Точение на токарном станке
Рис. 1 Точение на токарном станкеПрименяемое оборудование
Обработка точением возможна на различных станках
| Тип токарного станка | Описание | Изображение |
| Многорезцовый | Станки для одновременной обработки несколькими инструментами. |
 |
| Карусельные | Установки для обработки деталей внушительной массы и габаритов. Заготовки обрабатываются в вертикальной плоскости. |
 |
| Затыловочные | Станки с особым суппортом, предназначенные для обработки зубьев на шестернях, зубчатых колесах и т.д. |
 |
| Винторезные | Простые и доступные устройства, выполняющие базовые операции. Они используются не только на предприятиях, но и в образовательных учреждениях. |
 |
| Револьверные | Станки, в которых все режущие инструменты установлены в револьверную головку. Устройства являются оптимальным решением для обработки калиброванного прутка, предполагают использование нескольких режущих инструментов. |
 |
| Универсальные | Устройства на базе винторезных моделей, отличающиеся расширенными возможностями. |
 |
| Станки с ЧПУ | Оборудование с числовым программным управлением для точного, последовательного выполнения операций. Внушительная степень автоматизации обеспечивает быстрое решение задач любой сложности. |
 |
| Токарные автоматы продольного точения | Устройства для работы со всеми типами прутка. Они отличаются умеренными габаритами и высокой производительностью. |
 |
Современное предприятие может комплектоваться несколькими типами устройств. Точение детали на токарном станке осуществляется в соответствии с технологическими картами.
Технология обработки
Технология точения на токарном станке предполагает воздействие режущей кромки на поверхность детали. В результате часть материала удаляется в виде стружки, заготовка приобретает требуемую геометрию. Операция повторяется необходимое количество раз.
При точении токарными резцами формируется стружка различных типов.
| Тип стружки | Описание | Изображение | |
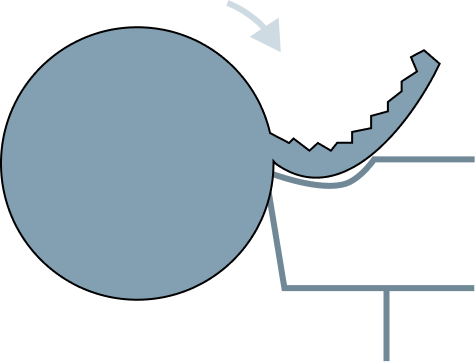
| Ступенчатая стружка | Стружка, образующаяся при работе со сталями умеренной твердости и алюминиевыми сплавами. Обработка осуществляется на средних скоростях. |
 |
|
| Стружка надлома | Стружка, отделяющаяся небольшими фрагментами. Она образуется при работе с твердыми, хрупкими материалами, такими как бронза и чугун. |
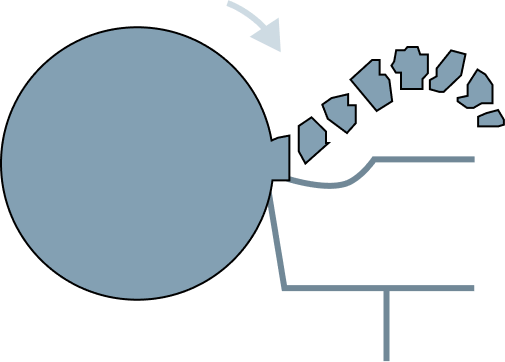 |
|
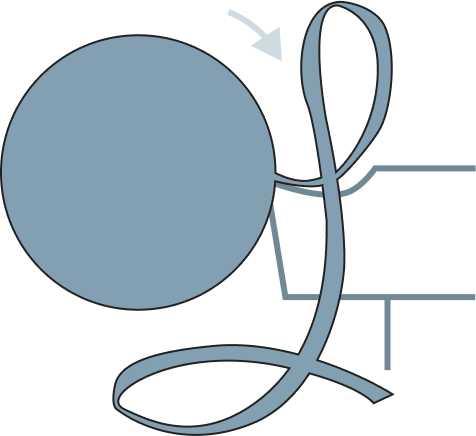
| Элементная стружка | Выраженная, крупная стружка. Она возникает при обработке конструкционных сталей на повышенных скоростях. |
 |
|
| Сливная стружка | Непрерывная стружка значительной длины. Ее формирование сопровождает обработку мягких материалов на средних и высоких скоростях. Выделяют ленточную и спиральную стружку. | Ленточная | Спиральная |
 |
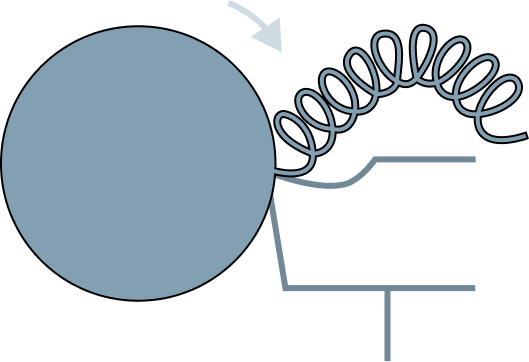 |
||
В зависимости от операции, геометрии детали и требований чертежа, используются токарные державки с подходящим углом в плане и длиной, а также сменные режущие пластины, с соответствующей формой режущей кромки и радиусом при вершине. Форма стружколома подбирается в зависимости от типа операции (черновая, получистовая или чистовая), требуемой шероховатости поверхности, величины съема материала, наличия или отсутствия ударов и вибраций при обработке, а также материала заготовки. Существуют десятки видов стружколомов, каждый со своим назначением.
 Рис. 2 Разновидности стружколомов твердосплавных пластин
Рис. 2 Разновидности стружколомов твердосплавных пластинПеречень выполняемых операций
В рамках токарной обработки резанием выполняется широкий спектр операций.
| Операция | Изображение | Операция | Изображение |
| Обработка наружных цилиндрических поверхностей |
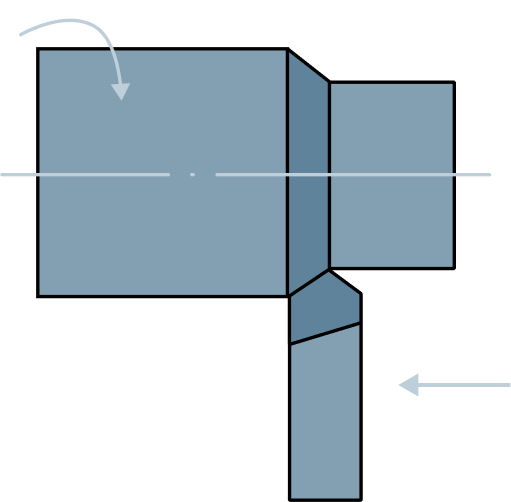 |
Обработка внутренних цилиндрических поверхностей или растачивание |
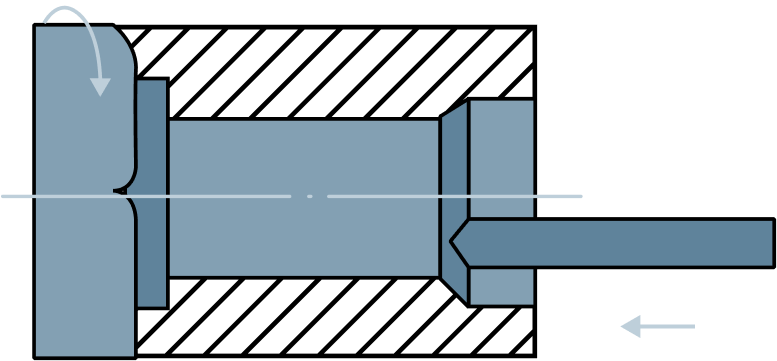 |
| Обработка наружных конических поверхностей |
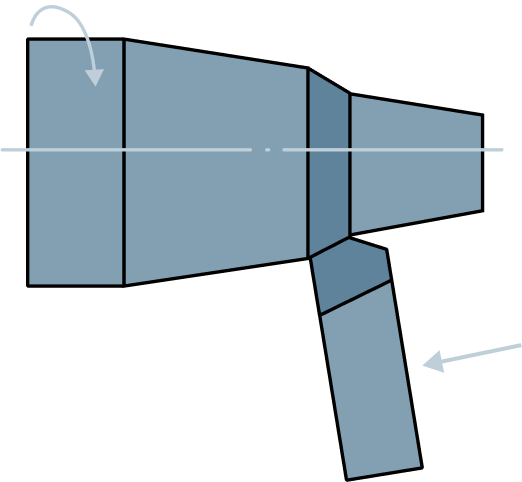 |
Растачивание внутренних конических поверхностей |
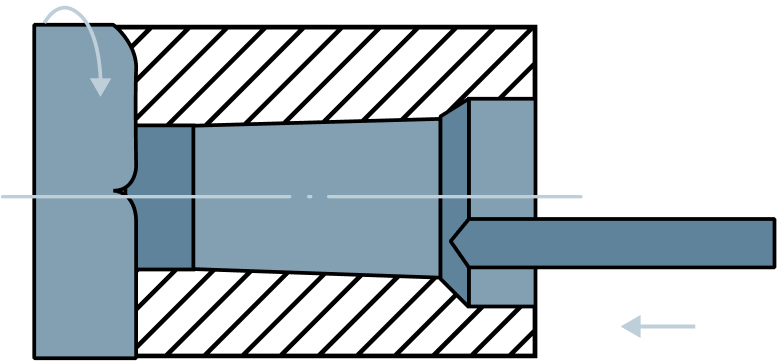 |
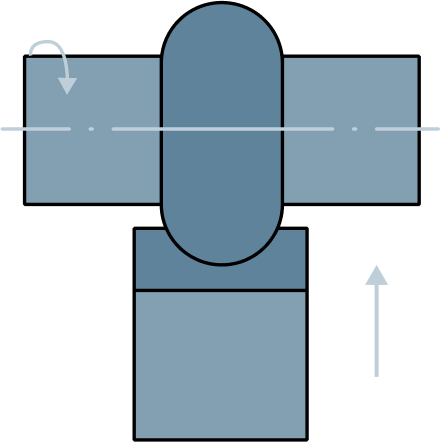
| Обработка уступов и торцов |
 |
Работа с фасонными деталями |
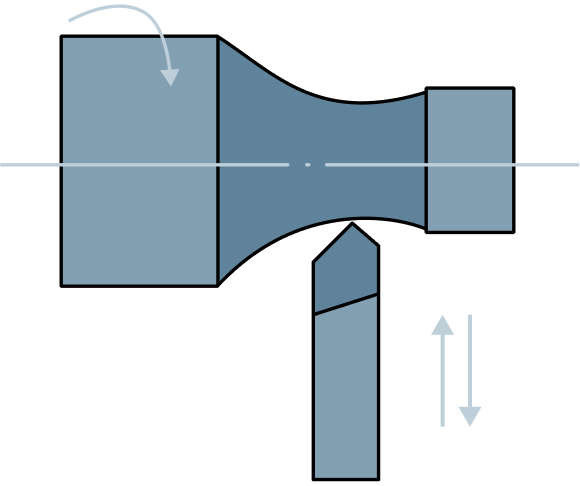 |
| Обработка канавок и отрезные операции |
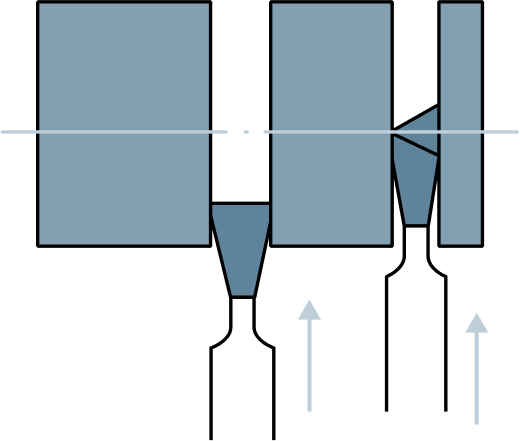 |
 |
При точении заготовок на токарном станке может выполняться ряд перечисленных операций. Операции и переходы производятся в определенной последовательности, позволяют получить деталь с требуемыми параметрами.
Подбор режима
При выборе режима точения на токарном станке важно учитывать глубину резания, подачу и скорость.
- Глубина резания. Уровень погружения инструмента в тело заготовки в рамках одного прохода. Чем больше глубина, тем больше материала удаляется за один проход. Параметр измеряется в миллиметрах, подбирается с учетом размеров детали, допустимой величины съема для режущей пластины и требовании к готовому изделию.
- Подача. Величина перемещения, пройденного резцом за один оборот шпинделя. Параметр измеряется в мм/об, подбирается исходя из технических характеристик станка, жесткости системы СПИД (станок-приспособление-инструмент-деталь), особенностей обрабатываемого материала и возможностей режущей пластины. При этом учитываются возможности станка и свойства материала заготовки.
- Скорость съема материала. Интенсивность перемещения инструмента в рамках обработки. Параметр измеряется в м/мин.
Скорость имеет прямую корреляцию с подачей, определяется с учетом таблиц и рекомендаций производителя инструмента.
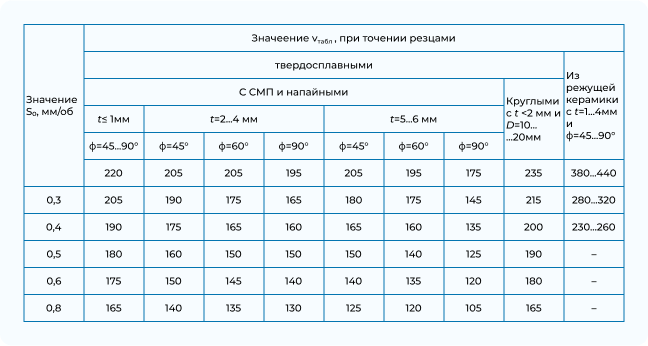 Таблица 1. Рекомендации по подбору скорости
Таблица 1. Рекомендации по подбору скоростиВсе параметры режима обработки прописываются в технологической (операционной) карте, корректируются при установке нового оборудования и изменении материала заготовок.
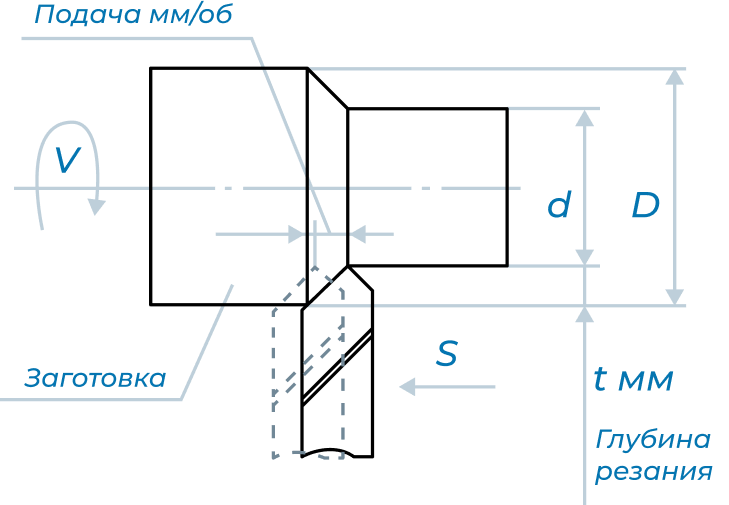 Рис. 3 Наглядное отображение параметров глубины и величина подачи
Рис. 3 Наглядное отображение параметров глубины и величина подачиОптимальные режимы резания подбираются опытным путем на конкретной детали и оборудовании. Работы выполняются в рамках теоретических значений.
Вероятные дефекты и способы их устранения
При внутреннем и наружном точении на токарном станке возможны следующие дефекты.
- Шероховатость поверхности детали не соответствует заявленным требованиям.
- Заготовка изменила геометрию, приобрела овальную, коническую или иную форму.
- Габариты изделия отличаются от эталонных.
- На поверхности детали присутствуют механические повреждения.
- Часть заготовки не прошла обработку.
К перечисленным проблемам приводит ряд факторов.
- Подача не соответствует рекомендуемому значению.
- Подшипники шпинделя имеют значительную выработку, что создает вибрации при вращении.
- Не была произведена выверка детали, установленной в патроне из-за чего съем материала производился неравномерно. Это привело к биению: радиальному и /или торцевому.
- Между некоторыми частями суппорта присутствует увеличенный зазор.
- Резец или пластина имеют не соответствующий величине съема материала
- радиус при вершине.
- При проведении работ используется затупленный инструмент.
- Геометрия резца искажена.
Устранение обозначенных недочетов поможет предотвратить дефекты, способствует повышению качества обработки заготовок.
 Рис. 4 Дефекты на поверхности детали
Рис. 4 Дефекты на поверхности деталиРабота с различными типами материалов
Каждый материал имеет свои особенности обработки резанием.
Точение стали
В рамках точения стали обрабатываются нелегированные, низко- и высоколегированные сплавы. В первом случае стоит обеспечить повышенную подачу для интенсивного удаления стружки, во втором – использовать режущий инструмент повышенной твердости. При работе с высоколегированной сталью используется инструмент с повышенной прочностью кромки и производительная система охлаждения.
 Рис. 5 Точение высоколегированной стали
Рис. 5 Точение высоколегированной сталиТочение чугуна
Чугун отличается высоким содержанием углерода и кремния: более 2% и 1% соответственно. Это увеличивает твердость материала, а вместе с ней и хрупкость.
При проведении работ рекомендуется использование профильных резцов на базе керамики и CBN. Скорость – средняя или высокая.
 Рис. 6 Точение чугуна
Рис. 6 Точение чугунаТочение цветных металлов
Обработка заготовок из алюминия, меди, бронзы и прочих цветных металлов предполагает применение пластин с задними углами и острыми кромками. Высокая мягкость материалов обеспечивает быструю обработку и минимальный нагрев. СОЖ используется больше для удаления стружки, нежели охлаждения.
 Рис. 7 Точение алюминия
Рис. 7 Точение алюминияЧастые вопросы
При выполнении работ при помощи точения изготавливается широкий спектр изделий: втулки, соединительные элементы, муфты, кольца, переходники, шкивы и т.д.
Посредством точения обрабатываются все виды сталей, цветные металлы и сплавы на их основе, а также все виды чугунов.
Для повышения точности выполнения операций рекомендуется использовать станки с ЧПУ и высококачественный инструмент. Приобрести последний можно в нашем интернет-магазине.
Мы свяжемся с вами в ближайшее время.
